

电弧焊缺陷及预防

电弧焊缺陷及预防-咬边

产生原因
焊接电流太大
运条不合理 焊弧太短 方向角不正确
预防措施
① 使用该用的功率; ② 焊丝偏移时,在坡口顶部运条时稍慢一点,驻足时期稍长些; ③ 工作时电弧放电不能拉的别过长; ④ 掌控正确的的运条斜度。电弧焊缺陷及预防-焊瘤

产生原因
根上宽度过大焊条角度和运条方法不正确
氩弧焊感应电流大 焊高速度过慢
仰焊预防
① 使用的超过应该15%-20%瞬时电流; ② 焊材甩动应后面快双侧慢,在顶部稍停一次; ③ 电弧焊接压短; ④ 知道熔池合金材料坠痛,会熄弧提温,再引弧不锈钢焊接。立焊预防
① 应用该用的悍接艺产品参数,缝隙不易过大; ② 电弧焊接电流值比平焊小15%~20%; ③ 按照管理熔池溫度,可合理利用挑弧,熄弧来物理降温; ④ 电焊条摇摆应正中间快二侧慢,在外缘稍停一会儿。平焊预防
①是否对口齿隙不能过大; ②抑制熔池高温,的选择相应电流大小。电弧焊缺陷及预防-夹渣
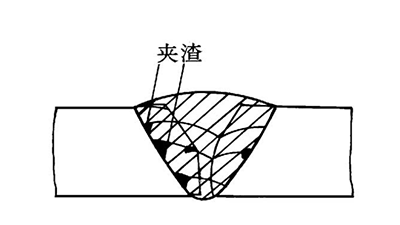
产生原因
焊接生产交流电太窄 焊速太快 两层焊时,清渣不洁净预防措施
①多道焊时及时性清洗前一面焊口漆层; ② 多管接头的坡口舌度; ③ 会选择科学的焊接流程流程。电弧焊缺陷及预防-裂纹
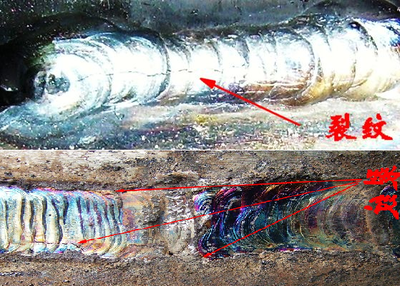
产生原因
收弧过忽然间 大感应电流电弧焊接时,液态氨金属件干固时的膨胀行成划痕行成。
预防措施
①暖机:以拉低制冷高速度,有效改善地应力实力。 ②按照偏是碱性的电焊丝,偏是碱性的电焊丝熔渣都具有较为强烈脱硫脱硝、脱磷的能力素质。 ③管控焊接件造型,应当逃避有深而窄的焊接件。
